Wichtige Hinweise
Zustand der Werkstücke bei Anlieferung
Aufhängelöcher
Aufhängelöcher sind zwingend notwendig, da alles zum Beschichten aufgehängt werden muss, um bearbeitet werden zu können. Die Löcher brauchen mindestens einen Durchmesser von 3,5 mm. Größere und schwerere Teile werden durch mehrere Löcher und / oder mit größeren Haken in entsprechend größeren Löchern aufgehängt. Wir bitten Sie, diese selbst zu bohren, da wir nicht wissen können, wo die Löcher später sichtbar wären. Bei der maschinellen Reinigung/ chemischen Vorbehandlung müssen Werkstücke mit Hohlräumen Ablauflöcher besitzen, um die Reinigungsflüssigkeit ablaufen zu lassen. Die Ablauflöcher sind idealerweise auf mehreren Seiten anzubringen.
Aufkleber und selbstklebendes Verpackungsmaterial
Aufkleber und selbstklebendes Verpackungsmaterial hinterlassen Rückstände auf der Beschichtungsfläche wodurch eine optimale Beschichtung nur mit erheblichen Mehraufwand gewährleistet ist.
Beschriftungen
z.B. mit Edding nur die nicht zu beschichtende Seite beschriften, da die Schrift nach der Beschichtung sichtbar bleiben wird
Silikon auf Beschichtungsflächen
Da es für uns unmöglich ist zu erkennen, ob sich Silikon auf dem Werkstück befindet, machen wir Sie darauf aufmerksam, dass Silikon es unmöglich macht, etwas zu beschichten. Silikon ist wasserfest und zudem noch extrem hitzebeständig. (Wir sehen erst nach der Beschichtung ob Fläche mit Silikon in Berührung gekommen ist)
Innere und äußere Öl- und Fettverschmutzung
Bei hartnäckigen Verschmutzungen ist es unter Umständen nicht möglich, mit unseren oder anderen Reinigungsanlagen die Oberfläche zu reinigen, wodurch wir keine Garantie für das Ergebnis übernehmen können.
Inneren Verschmutzungen sind leider erst erkennbar, wenn es zu spät ist und das Öl durch die Erhitzung beim Brennvorgang austritt und die beschichtete Fläche gelb verfärbt. Durch den Öl austritt kann das Pulver sich nicht richtig verbinden, wodurch eine Lackablösung nur eine Frage der Zeit ist. Daher kann hier keine Gewährleistung gegeben werden.
Nur fettfrei eingesetzte Bolzen und Blechdoppelungen
Leider zeigt die Kapillarwirkung in diesem Fall auch erst nach dem Einbrennprozess, dass Ölreste im Bereich um die eingesetzten Bolzen ausgetreten sind und somit eine Lackhaftung nicht mehr gegeben ist. Daher ist unbedingt darauf zu achten, dass Buchsen, Bolzen, Gewinde, Dopplungen usw. nur fettfrei und dicht eingesetzt werden.
Rost an den Beschichtungsgegenständen
Diese Oxidschichten können nur noch durch Strahlen oder Schleifen entfernt werden. Die effizienteste Methode zur Oxidentfernung ist, die Bildung von Rost von vornherein zu vermeiden:
- Durch die Verwendung von Handschuhen während des Fertigungsprozesses. Dies verhindert das Aufbringen von Hautpartikel und Handfett auf Ihr Produkt.
- Entfettete Konstruktionsbereiche nach der Bearbeitung mit Korrosionsschutzöl, natürlich silikonfrei, einsprühen.
- Werkstücke nie im Freien lagern
- Für ein möglichst trockenes Lagerklima und eine gleichmäßige Temperatur sorgen.
Walzhaut und Zunder
In solchen Fällen muss man Sandstrahlen, da die Walzhaut wie ein Schutzschild wirkt und eine Verbindung zum Werkstück unmöglich macht.
OXID-Laserschnitte
Bei der Blechbearbeitung mittels Laserschnitttechnik bildet sich, sofern nicht mit Stickstoff geschnitten wurde auf den Schnittkanten eine Oxidschicht welche sich wie Walzhaut und Zunderschichten verhält und somit eine optimale Lackhaftung an diesen Kannten unmöglich macht. Da das Entfernen dieser Oxidschicht an den Kanten sehr aufwendig ist, empfiehlt sich schon im Vorfeld darauf zu achten, dass zu beschichtende Laserprodukte ausschließlich mit Stickstoff geschnitten werden.
Hart- und Weichlot
Beim Weichlot ist die Hitzebeständigkeit nicht gegeben um das Pulver einzubrennen, beim Hartlot verursachen die Rückstande Probleme bei der Beschichtung. Diese müssen gründlich durch Beizen und Strahlen bearbeitet werden, was wir gegen Mehraufwand für Sie durchführen können.
Nur thermisch belastbare Maskierungen
Um Lackfreiflächen zu erhalten ist es notwendig, Abdeck- und Maskierarbeiten durchzuführen. Hierbei ist unbedingt darauf zu achten, dass Abdeck- und Maskierungsmaterialien verwendet werden, welche den thermischen Belastungen angepasst sind.
Abdeckarbeiten dürfen nur mit speziell dafür vorgesehenem Klebeband durchgeführt werden. Um ein optimales Ergebnis der Abdeckarbeiten zu erzielen, ist es von Vorteil, die Arbeiten von unserem Fachpersonal durchführen zu lassen. Sollten Sie jedoch Ihre Teile selbst abkleben wollen, sprechen Sie dies bitte vorher mit uns ab, da die Verwendung von herkömmlichen Klebebändern zu großen Schäden an der späteren Oberfläche führen wird.
Zum Maskieren von Bohrungen, Gewinden, etc. verwenden wir hitzebeständige konische und/oder zylindrische Spezialstopfen.
Bitte bedenken Sie, dass maskierte und abgedeckte Bereiche nach der Pulverbeschichtung z. T. sehr scharfe Kanten aufweisen können. Daher ist zu bedenken, ob Bohrungen und Gewindeschnitte erst nach der Beschichtung eingebracht werden können. In jedem Fall muss schon in Ihrem Auftrag genau definiert sein, welche Anforderungen an das spätere Produkt gestellt werden.
Mit Spachtel behandeltes Material
Unter keinen Umständen dürfen die im Nasslackbereich üblicherweise verwendeten Spachtelmedien auf Polyester- oder Epoxidbasis verwendet werden, da diese nicht über die notwendige thermische Stabilität und auch nicht über die elektrische Leitfähigkeit verfügen welche für ein optimales Beschichtungsergebnis notwendig sind.
Auch die speziell für die Pulverbeschichtung angebotenen Spachtelmassen mit den notwendigen Eigenschaften sind, wie in zahllosen Versuchen von uns festgestellt wurde, nur bedingt geeignet.
Flächige Spachtelungen sind generell zu vermeiden, da bei diesen immer mit Ausgasungen und Lackablösungen zu rechnen ist. Dies führt zu unterschiedlichen Pulververläufen zwischen gespachtelten und nicht gespachtelten Stellen.
Bitte sprechen Sie mit uns, bevor Sie Spachtelarbeiten an Ihren zu beschichtenden Werkstücken vornehmen.
Kratzer auf Werkstücken
Wir machen Sie darauf aufmerksam, dass Kratzer oder Beschädigungen der Oberfläche nach dem Beschichten noch stärker durch die Lichtbrechung sichtbar sind.
Grate und scharfe Kanten
Wir bitten Sie gratfrei zu produzieren und scharfe Kanten zu vermeiden. Alle Beschichtungsmaterialien neigen zur Kantenflucht, wodurch der Schutz an den Kanten nicht gewährleistet wird.
Mangelnde oder schlechte Vorbehandlungen
Schruppscheiben und grobes Schleifpapier sind Gift für die zu beschichtende Fläche. Reingeschliffene Vertiefungen sind kaum möglich auszuschleifen.
Ausgasungen bei behandelten Material
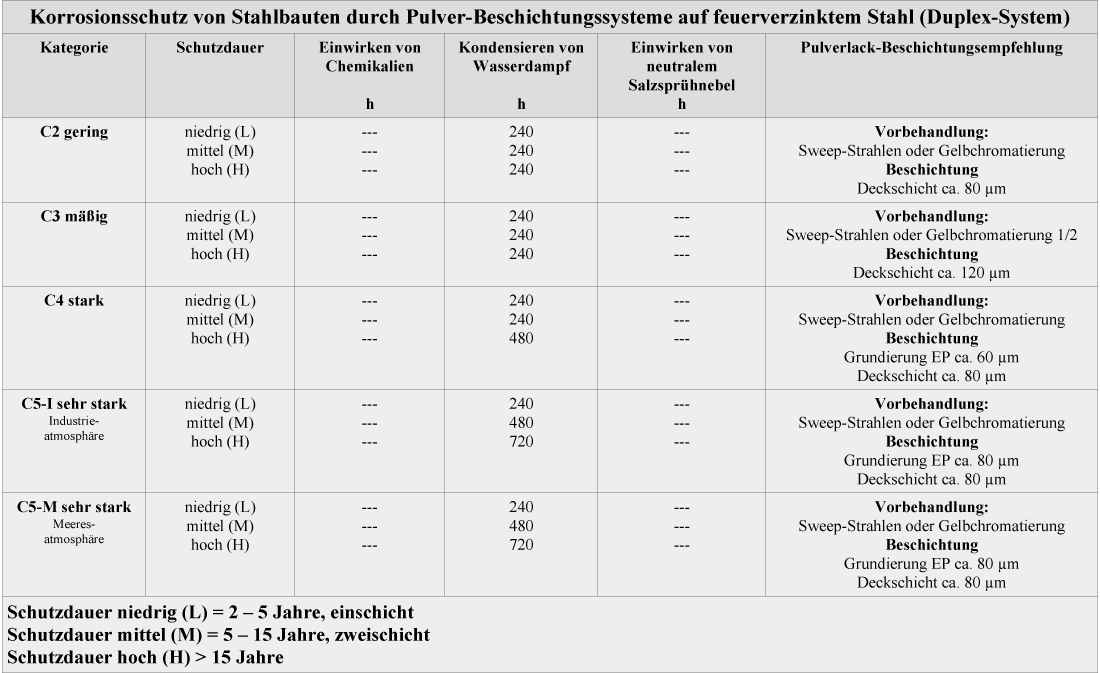
Bitte informieren Sie uns darüber, wie die Werkstücke bearbeitet worden sind, um die Möglichkeit der Ausgasungen durch entsprechende Maßnahmen zu reduzieren.feuerverzinktes Material:
Eine Absprache ist vor der Pulverbeschichtung unbedingt vonnöten.
Das Pulverbeschichten von feuerverzinktem Material ist äusserst problematisch und wird nur unter Vorbehalt von uns beschichtet.
Eine ausreichende Qualität kann nicht garantiert werden.
Durch den Zinkaufbau kann es zu Ausgasungen ( sichtbare Poren ) kommen.
Weißrost auf verzinkten Teilen verhindert die Haftung auf den Werkstücken.
Verzinkte Teile müssen vor der Beschichtung gesweept und getempert werden.